可用于成像光学器件的玻璃材料和等级的多样性可能令人眼花缭乱。应用一些最佳实践可以使最佳材料候选成为焦点。
BILLTHAMES,PFG精密光学
在开发用于成像应用的组件时,光学设计师有多种玻璃类型可供选择。通常,有多种材料可供选择,以满足特定系统所需的设计规范。然后面临的挑战是通过确定可以实现所需性能同时提供其他实际好处的材料来缩小选择范围,例如制造商和供应商的可靠可用性、始终如一的高质量产品以及稳定、有利的价格点。
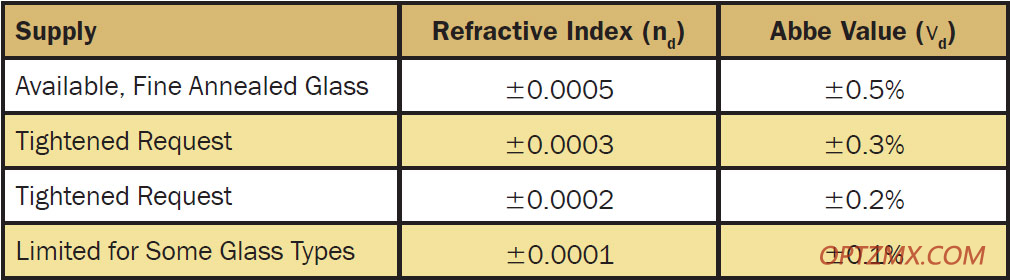
图1具有低热膨胀系数(CTE)的镜子。CTE是影响玻璃可用性、交货时间和成本的众多材料质量之一。具有高CTE值的玻璃更容易因热冲击而损坏,因此可能需要在价值流的几个步骤中进行特殊考虑。由PFG精密光学公司提供。 这在理论上似乎都是不言而喻的。然而,在实践中,对于需要新材料的新光学设计而言,将最佳玻璃归零可能具有挑战性。当面对各种不熟悉但可能合适的候选人时,一些最佳实践可以帮助设计师确定最佳选择,而不会拖延设计过程。 可用性和定价在考虑为设计选择候选玻璃类型时,哪些选项比其他选项更多或更少可用并不总是很明显。在设计阶段就材料可用性与供应商甚至原始制造商进行协商,实际上可以通过避免不必要的替代选择来回来帮助加快光学制造商的报价。咨询还可能提供在开发过程开始之前调整或重新考虑设计的机会。 至少,设计师应该访问玻璃制造商的网站,查找他们的候选玻璃类型,并确认制造商仍在熔化它们。如果产品列表中缺少所需的玻璃,则可以通过电话确定OEM是否打算再次恢复熔化该材料。在设计图纸中列出可接受的替代材料类型可以防止由于需要额外批准而导致的计划外延误。此外,即使制造商提供玻璃杯,一些供应商也可能没有在货架上,或者他们可能会提供替代类型。请记住,i-line玻璃通常是特殊熔体,在材料从制造商发货之前可能需要数月的交货时间。 一些客户对他们选择材料的价格感到惊讶。标准定价方法适用于玻璃类型每磅的美元加上加工成型生坯的额外成本。大多数制造商都有当前按磅计算的价格清单或目录。 尽早比较各种玻璃类型的价格可以避免对特定选择的贴纸冲击。在查看产品可用性时,明智的做法是列出按价格选择的替代材料。 材料质量对内部纯度和高度准确的折射率目标的严格要求可能是快速交付的额外症结,以及增加费用。与其他一些严格的公差不同,标准折射率和阿贝值通常由玻璃制造商宣传并且现成可用。随着材料类型、公差和准备工作变得更加专业化,交货时间和成本也相应增加。表1显示了典型的折射率值以及选择如何影响材料的价格和/或交付。 表格1。 折射率值及其对价格和/或交货的影响
图2定制熔化的条形玻璃。某些材料,例如i-line玻璃,通常是特殊熔体,在材料从制造商发货之前可能需要数月的交货时间。由PFG精密光学公司提供。
图3对污渍敏感的镜片。选择玻璃类型时,污点因素是另一个考虑因素。对环境因素和化学物质敏感的玻璃可能会给制造带来问题,这可能会导致更长的交货时间。由PFG精密光学公司提供。 例如,A级与B级条纹含量等材料特性会影响某些玻璃类型的价格和可用性。比标准目录值更高的均匀性水平通常是从板坯、带材或单独成形的毛坯中测试的。这些更严格的纯度值可能导致更高的价格,并且比正常情况需要更长的时间才能获得。 退火周期也可以延长交货时间,只有在需要时才应调用。需要精密退火的材料应优先考虑,因为它们的制备可能需要额外的几个月来循环和测试。 表2。 玻璃类型的污渍等级
选择玻璃类型时,污点因素是另一个考虑因素。对环境因素和化学物质敏感的玻璃可能会给制造带来问题,这可能会导致更长的交货时间。 耐气候性测试显示样品暴露于高湿度和高温后,玻璃样品的表面污渍。耐污染性测试显示了暴露于微酸性水中对样品的影响,而耐酸性测试则测量抛光表面在直接接触更多酸性溶液后的表面蚀刻。对于可能遇到切削液的光学器件,耐碱性可能是一个重要的考虑因素;同样,耐磷酸盐适用于可能暴露于清洁溶液的光学元件。 某些类型的玻璃可能会在所有这些条件下结合耐污性。理想情况下,最佳玻璃应具有仍适用于该应用的最低污染等级。表2列出了选定玻璃类型的染色等级示例。确定应用的最佳玻璃的一种快速方法是寻找耐酸值等于或小于4;其他污渍因素通常也会按比例缩小。 机械值努氏硬度值影响表面抛光的结果。这些值是由硬度测试确定的,该测试显示在按照ISO标准9385以给定压力和时间间隔将测试金刚石施加到玻璃表面后材料显示的表面变化量。对较软材料的重复处理和基本清洁过程将增加他们在加工过程中发现小划痕或其他类型缺陷的可能性。努氏硬度值低于450的玻璃通常被认为是较软的材料。这些材料的研磨和抛光去除率会更快,因此密切监测它们的厚度和尺寸更为关键。表3中显示了硬度比较,以及比其他玻璃类型更受欢迎的玻璃类型。硬到中等的材料通常比软到非常软的材料更适合制造。 表3。 玻璃硬度值比较
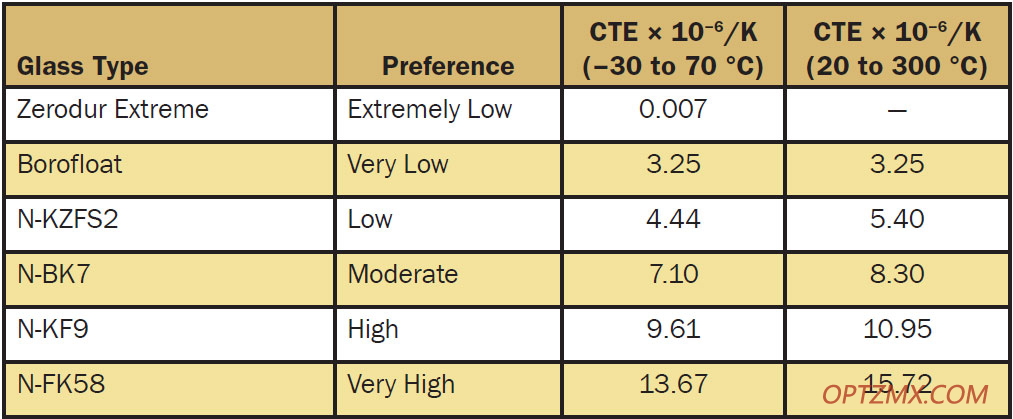
另一种可能影响玻璃可用性、交货时间和成本的材料质量是热膨胀系数(CTE)。光学器件在制造过程中的热稳定性对于最佳加工和处理来说是理想的。 CTE值包括两个比例因子。第一个描述了当温度条件从–30到70°C变化时玻璃在室温下的膨胀行为。第二个评估在20至300°C的较高温度范围内的膨胀,以提供熔化过程和温度变化负载的比较标准。 CTE值表示为10-6/K,如表4所示。高CTE玻璃类型更容易因热冲击而损坏,因此可能需要在价值流的几个步骤中进行特殊考虑。例如,由高CTE玻璃制造的部件可能需要额外的时间来热适应新环境,然后才能对其进行表面不规则性测试。这个等待时间通常是不希望的,但它是精确测量所必需的。 表4。 热膨胀系数(CTE)值
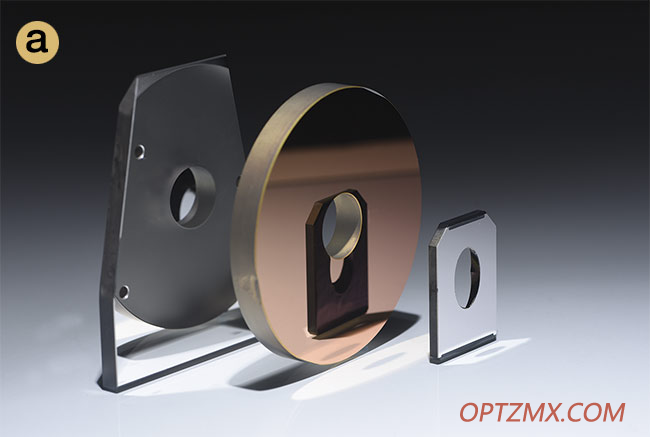
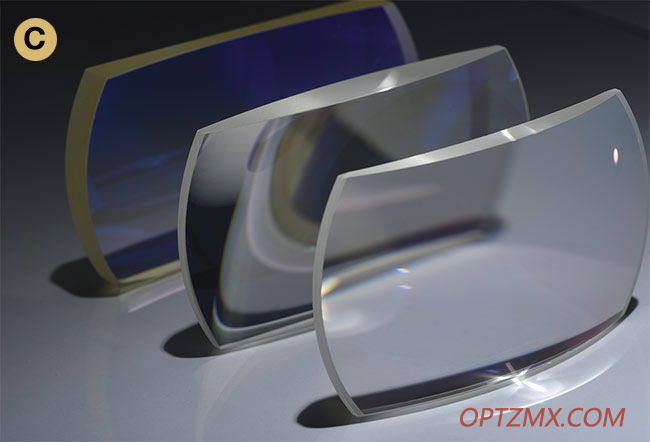
图4复杂形状零件的抛光复杂性可以延长成像系统设计人员的交付时间(a,b)。在其球面(c)或截断侧面(d)中具有凹口阶梯切口的镜片会增加成本,如果应用程序并非绝对需要,则应避免使用。由PFG精密光学公司提供。 当使用高CTE镜片作为胶合双合透镜的一部分时,另一个重要的考虑因素出现了。如果在涉及热波动的情况下使用或测试双合透镜,则CTE不匹配的双合透镜可能会导致胶合剂缺陷。如果对这种双合体进行热冲击测试,它们可能会导致镜片破裂。对于需要极低膨胀率的反射镜,可使用低CTE值材料,例如熔融石英、Zerodur和Borofloat。低到中等的CTE值通常是镜片的最佳选择。 对具有特定形状的光学元件的需求会影响抛光时间,这对选择有一定影响,因此也会影响所用原材料的成本。例如,所谓平面光学器件的表面平整度受光学器件形状的影响。例如,圆形往往比椭圆形更平坦,并且这种图案分别通过正方形和矩形格式以及奇怪的自定义形状(例如梯形)延续。如果以预成型或接近下一个成型坯料的形式购买,这些不寻常的形状可能会增加原材料成本。形状奇特的零件的抛光复杂性也可以推动更长的交货时间,特别是如果所需的平整度约为1/10波或更好。当然,镜片通常是圆形的。但有时它们会在球面或截断侧面上刻出阶梯切口。其中一些功能可能会增加成本,如果应用程序并非绝对需要,则应避免使用。
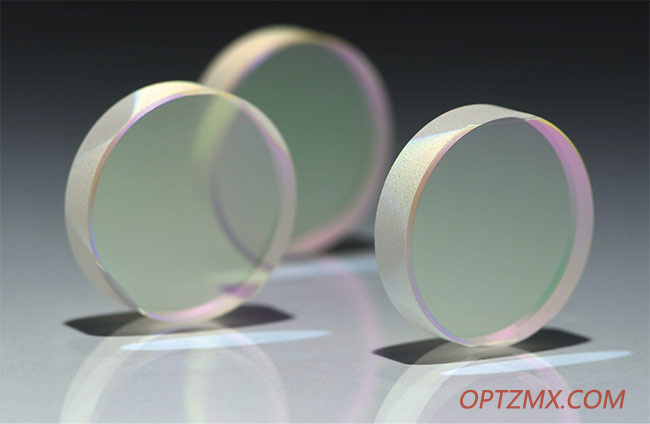
图5圆形光学。所谓平面光学器件的表面平整度受组件形状的影响。例如,圆形光学器件倾向于获得比椭圆形状更平坦的表面,并且这种图案分别通过正方形和矩形格式以及奇怪的自定义形状(例如梯形)继续存在。由PFG精密光学公司提供。 需要结合所讨论的一种或多种考虑因素的光学设计的设计可能会对零件的可制造性提出极高的要求。在某些情况下,没有办法要求更严格的规格和专门的玻璃类型。然而,检查选择并确定材料质量、表面处理以及化学和机械性能方面的灵活性可以帮助设计人员实现目标,并导致更可持续的可用性、更低的成本、更快的交付和更高的成本。优质组件。 |
联系我们|本论坛只支持PC端注册|手机版|小黑屋|吾爱光设 ( 粤ICP备15067533号 )
GMT+8, 2024-12-27 02:47 , Processed in 0.093750 second(s), 17 queries .
Powered by Discuz! X3.5
© 2001-2024 Discuz! Team.