这些激光器的强大、可靠、有效,与有生成、整形和引导光束的光学器件一样。
迈克尔·爱森斯坦,科学 作家 MICHAEL@EISENSTEINIUM.COM 高功率激光器已成为许多工业应用中的标准且无处不在的工具,部分原因在于它们提供的精确可控能量。但是“高功率”可能是一个难以解析的术语,并且通常需要一些背景来定义。
高功率激光器需要专门设计的反射镜、扩束器、滤光片和透镜,它们可以引导和整形光束而不会在过程中受到损坏。由爱特蒙特光学提供。 在确定高功率输出阈值时,激光应用的帮助有限,因为激光参数的范围可以从 3D 打印机中的 10 瓦光束到卫星激光器产生的 100 千瓦光束。对于一个应用程序来说,构成丰富功能的东西几乎不会在另一个应用程序中被记录下来。当应用于不同波长的激光器时,在比较连续波和脉冲操作时,甚至在比较固态、气体或掺杂晶体源时,“高功率”也成为一个相对术语。 相同的光束可以穿透钢铁或可以远距离中继电信信号,也可能对激光系统框架内引导和塑造光的敏感光学组件造成严重破坏。“你必须控制最后的每一个小细节,否则这些小细节将成为损害开始的地方——接下来你知道,你已经烧掉了 50 万美元的组件,”相干公司全球业务发展部的经理 Tim McComb 说。 质量控制 需要大量光学元件来确保激光束达到所需的形状、尺寸和强度。除了用于聚焦和准直光束的透镜外,激光系统通常还包含反射镜、偏振器和分束器。每个组件都必须经过精密制造和加工,然后用专门的涂层进行处理,以确保最终产品具有适当的光吸收、透射和反射特性。如果不仔细监控,制造、抛光、涂层和测试的每个阶段都会为缺陷或错误提供大量机会,从而导致系统故障。
一位工程师拿着一个带有集成微透镜系统的光束整形模块,用于高功率紫外激光源。由Focuslight提供。 一个组件可能有缺陷部位,这些缺陷部位基本上会在整个光学组件中造成薄弱环节。爱特蒙特光学公司的首席激光工程师 Matthew Dabney 说,由于缺陷吸收了应该传输或反射的能量,因此该组件的最终故障会传播到系统的其余部分。 激光的强光也可能通过光学元件的热致变形引起问题。即使这些影响不会立即破坏受影响的光学器件,也会引起材料折射率的变化,从而导致激光输出失真或欠佳。因此,激光制造商在为特定激光系统指定光学组件时需要注意一系列考虑因素。 首先是他们对材料的选择。熔融石英是一种特性非常好的玻璃,具有非常低的吸收率,并且易于成型和抛光,这通常使其成为许多透射和反射光学元件的最佳选择。
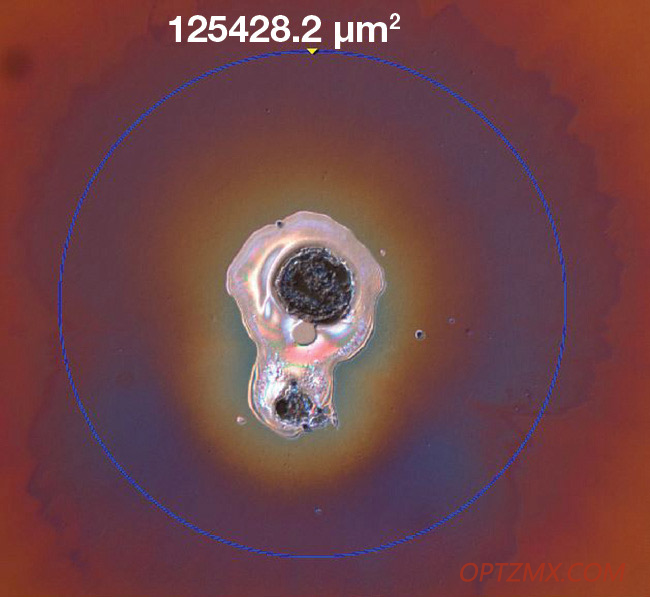
几个光学元件表面上激光引起的损伤的显微图像。由爱特蒙特光学提供。 “当我们进行高功率应用时,我们总是尝试使用熔融石英,”Focuslight 激光光学研发总监 Dirk Hauschild 说。“您可以获得最高质量水平的产品,熔融石英上的涂层具有最高的损坏阈值。” 然而,一些激光系统需要更专业的替代品。高功率 CO 2中的透镜激光器通常由硒化锌制成,硒化锌在强红外光下表现出强大的性能,但使用起来可能更困难。与其他光学材料一样,硒化锌必须精确成型和平滑。微小的表面缺陷可能会导致性能问题,或者更糟糕的是,由于激光的能量和热量的局部积累。Hauschild 说,这会对基材产生应力,从而导致任何涂层破裂和燃烧。“对于真正的高功率应用,一个缺陷可能会破坏整个光学元件。” 消除此类缺陷需要细致的研磨和抛光过程,然后进行仔细的质量控制。Ophir 的 IR 工艺开发和工程经理 Emiliano Ioffe 表示,他的公司通常的目标是其组件的表面粗糙度值小于 1 nm,不允许出现划痕或挖坑。这在使用非熔融石英材料时尤其具有挑战性,Ioffe 表示,他的团队必须为公司 CO 2激光器中使用的硒化锌光学元件开发专门的抛光工艺,尤其是在制备已成为越来越受欢迎的透镜的非球面光学元件时材料。 然后,这些完美光滑的表面必须均匀地涂上专门的涂层,为组件赋予适当的反射或抗反射特性。Hauschild 说,涂层通常是设计的最薄弱环节。因为它们非常薄,它们可能会断裂,并且随着时间的推移它们会改变材料特性。因此,选择或应用不当的涂层可能会抵消为生产完美镜片或镜子所付出的辛勤工作。 除了它们的吸收和反射特性外,还必须选择涂层以在特定波长下获得最佳性能。“对于紫外线,通常使用三种或四种材料,而对于红外线,则有一组非常不同的三种或四种材料,”达布尼说。 在许多情况下,组件必须接受多层不同的涂层以改善所需的光学性能,但这种改善可能需要权衡取舍。“你可以添加越来越多的层来提高镜子的反射率,但是当你添加层时,它们也会吸收,所以你会失去一些吸收的光,”Ioffe 说。“吸收与反射和透射之间总是存在平衡。” 还必须仔细设计多层涂层,以避免在层与层之间的界面处形成电场强度峰值,这会损害涂层的完整性并最终导致组件失效。 寻找有意义的指标 在商业规模制造的同时保持高水平的质量控制绝非易事。对于一些基本的绩效指标,例如吸收,没有可供公司使用的通用标准。“你不能购买具有特定吸收率的样品作为主校准系统,”Ioffe 说。“我们在内部开发和构建了一些系统,用于测量不同角度和不同偏振的吸收、相移、反射和透射率。” 缺乏通用标准对于评估激光诱导损伤阈值 (LIDT) 尤其成问题,这是一种描述给定组件在经历可测量损伤之前可以承受的最大能量水平的指标。 “有几个 ISO [国际标准化组织] 标准适用,但这些标准不足以真正创建一致的激光损伤阈值测试,”美国国家标准协会 (ANSI) 倡议的成员达布尼说制定更详细的测试标准。 Hauschild 进一步表示,这些标准可能不太适合评估光学器件的 LIDT,因为新的激光器设计继续挑战输出的性能边界。
LIDT 直接受光学元件本身的成分、质量和涂层以及它们影响的光束的波长和功率的影响。但其他因素也会发挥作用。例如,光束的大小和形状可以根据在组件的给定表面积上分布的能量多少来改变阈值。其中一些因素可以进行数学建模,但准确的 LIDT 评估最终需要直接测试组件本身。 这就是缺乏 LIDT 测试标准化的问题所在。目前,Dabney 说,ISO 标准将 LIDT 定义为“明显损坏”。但这为声名狼藉的制造商打开了大门,这些制造商通过将损坏评估程序保持在肤浅的水平来销售具有不切实际高的 LIDT 的光学元件。“你不会因为看起来更努力而得到奖励——你实际上是受到了惩罚,”他说。因此,LIDT 应用作信息指南,而不是常规操作条件的目标。Hauschild 表示,他的团队通常以远低于 LIDT 的功率密度运行其激光系统,以确保长期稳定性。 **明智地使用功率 强大的功率伴随着巨大的责任,用户必须小心设计他们的激光系统,以免出现故障的组件不会造成灾难。“其中一个大问题是,如果人们没有正确设置他们的光束线,你可能会得到一个反馈回路来消除激光,”达布尼说。例如,一个组件的故障可能导致光束被镜子意外地反射回光源。
Edmund Optics 的首席激光工程师 Matthew Dabney 在专门设计的激光实验室中测试光学元件的激光诱导损伤阈值。由爱特蒙特光学提供。 “这可能会花掉你 100,000 美元的激光,因为只有 100 美元的零件,”达布尼说。因此,应隔离激光源以防止发生此类背反射事件。 激光系统及其组件的日常维护和监控也很关键。例如,在材料加工应用中,高功率激光器上的防护窗容易积聚被加工材料产生的污染物,必须定期更换防护窗以防止可能使这些相同污染物渗入激光器本身的损坏。除了在峰值功率以下运行激光器以最大程度地减少对系统的压力外,Hauschild 建议使用可以监控系统温度或可以感知证据的探测器可能预示即将发生的组件故障的意外光散射。
以晶圆规模生产的各种微透镜(上)。高功率激光器结合了具有不同尺寸和焦距的这种微透镜的组合,以实现所需的光束输出。用于塑造高功率光束的均质器(底部)由 Focuslight 提供。 高功率激光系统并不便宜。但是,在消耗性组件上偷工减料的努力很可能会回馈最终用户,最终用户承担维护、维修和更换系统的成本。 “如果你被功率驱动,那么你就会为此付出代价,”达布尼说,但他也指出,这应该促使激光消费者三思而后行,考虑他们的特定应用实际需要多少功率。“如果你能保持在一定水平以下,那么你可以节省一点,”他说。 尽管某些激光系统无疑将继续推动功率极限——例如,那些为国防应用或核聚变研究而设计的系统——Hauschild 表示,他也看到了一些行业用户的替代解决方案的潜力。例如,在某些情况下,以较低峰值功率运行的多个激光器可以以较低的成本提供类似的生产率。“问题不仅在于我们是否应该继续扩大电力规模,还在于我们如何以有效的方式使用电力,”他说。 |
联系我们|本论坛只支持PC端注册|手机版|小黑屋|吾爱光设 ( 粤ICP备15067533号 )
GMT+8, 2024-12-27 02:51 , Processed in 0.062500 second(s), 17 queries .
Powered by Discuz! X3.5
© 2001-2024 Discuz! Team.